Start a Concrete Roof Tile Manufacturing Business History of TilesMan’s basic necessities are food and shelter. When prehistoric man vacated his cave, his first ‘house’ was no more than a roof of plaited leaves supported by poles. Over the course of time, walls were added to keep out wind and snow, and these walls eventually replaced the poles and supported the roof.
The roof, too was changing, and around 5000 years ago the first earthenware tiles were being manufactured in China. They were laid in a pattern known as over and under, not so dissimilar to that brought into Britain by the Romans, 3000 years later. The first clay tiles were moulded by hand but later use of simple machinery made possible many more variations in shape. These tiles were introduced into Mediterranean Europe and then into Spain, through the Moorish invasion. Despite subsequent changes in design, this Spanish over and under design is still recognisable today.
It was not until the middle of the 16th Century that a one piece over and under tile was produced. This invention originated in Flanders and was known as a pantile.
1844 saw the emergence of the concrete roof tile. Manufactured by the Kroher family. Most of the tiles had little or no colouring and were eminently suitable in the mountains of Bavaria where they were made.
A simple hand operated press was used for making the tiles and a daily output of 125 was eventually achieved. After such a promising beginning it was not until the early 1900’s that the first power operated machines were introduced.
TILES TODAY
Application Through Development Today, through continued development, the modern concrete roof tile offers architects and builders a comprehensive choice of buildings. Variety is available to whatever the application may be
From the steep angles of traditional architecture to the low pitches of modern structures, the concrete roof tile is aesthetically pleasing and technically technically advanced compared to slate, clay or asbestos base roof coverings. Design features include effective weatherlocks and anti-capillary devices to ensure improved protection against the elements.
To complement the main roof tile, a range of fittings and accessories have evolved including Ridge, Verge, Valley and Hip tiles. The permutations available using these accessories, together with the profiles and colours of concrete roof tiles, are endless and offer the designer unrestricted scope to produce buildings with roofs that are both individual and spectacular – a far cry from those early days in Bavaria.
RAW MATERIALS
The Essentials The basic raw materials used in the manufacture of coloured concrete roof tiles are sand (quarried or river), cement, colour pigment and water. The production of concrete roof tiles adds high value to these economical and readily available materials and as a result, the popularity of the product continues to grow in both established and developing countries alike.
Sand Most countries are fortunate in that they have ample deposits of sand that is suitable for producing concrete tiles. These sands will contain a balanced distribution of coarse and fine particles ranging from 4mm downwards. The coarse particles provide strength and the fine particles provide a close, textured surface finish. Where natural sand deposits are rare, crushed aggregates will provide a suitable substitute and make an equally good tile.The grain sizes of sand can be checked by separating a sample through a series of vibrating sieves and comparing the results with a classification chart showing the ideal particle grading.
Click on the classification chart above to see the ideal particle grading
Cement Ordinary Portland cement (surface area 350m2/kg) is most widely available and recommended for general use in the roof tile industry. When a reduced curing period is required, the use of a rapid hardening cement (with an increased surface area of 450m2/kg) is advisable. PFA (Pulverised Fly Ash / Fuel Ash) may be blended with ordinary Portland cement to produce a less expensive material, Portland PFA cement. Similarly, GGBS (Ground Granulated Blast furnace Slag) blended with ordinary Portland cement, produces slag cement, and either of these blended cements can have advantages in the production of concrete roof tiles.
Colour In order to simulate the vibrant colours of ceramics or natural stone, the grey of concrete is artificially altered by the addition of colour pigments (synthetic iron oxides). As these pigments colour only the cement, the quantities added are normally calculated on cement weight. The pigment is added as a dry powder or as a liquid and, depending on the colour desired, between 2.5% and 5% is the generally accepted proportion. Manufacturing ProcessConcrete roof tiles are produced by machine, using the principle of extrusion. The basic manufacturing technique is very simple and it is only as production output increases or special effects are required that the process becomes more sophisticated. Aluminium moulds (pallets – see the image to the right) which form the underneath profile of each roof tile, are coated with a release agent prior to being fed into the entry end of the extrusion machine. A mortar mix is delivered from a mixing system into the machine extrusion head. This mix is extruded between the pallets and a roller, which is mounted inside the head. The roller forms the top surface of the roof tile. A trowelling slipper is mounted behind the roller and this serves to further compact the tile and produce a smooth and level surface finish. The final operation of the tile machine is to cut the tiles to length using a vertical cutting knife.The freshly extruded tiles, still on their own individual pallets, are loaded into racks and placed in heated chambers for curing.*Click on the diagram to the left to see a larger version of the manufacturing process The conditions inside the curing chambers are controlled to provide a temperature of 30 ºC to 35 ºC and a relative humidity of 95% (for 24 hour curing). Once cured, the tiles are separated from their pallets and taken to a stock holding area for a period of up to 28 days. This extra time allows the tiles to further harden before they are despatched to their final destination.
EQUIPMENTS
The TM Series Our TM Series of tile extrusion machines have outputs ranging from 4 to 25 tiles per minute. These electro-hydraulically powered extruders include the manually controlled TM Minor and the fully automatic TM Major.Read more on the TM Series here>>
The M03 The mid-range M03 and M04 extrusion machines have the capacity to produce up to 35 and 100 tiles per minute respectively. Both machines feature fully interchangeable extrusion heads, pneumatically operated vertical cutting knives and tungsten carbide pallet runners and side guides.Read more on the M03 here>>
The M04 The mid-range M03 and M04 extrusion machines have the capacity to produce up to 35 and 100 tiles per minute respectively. Both machines feature fully interchangeable extrusion heads, pneumatically operated vertical cutting knives and tungsten carbide pallet runners and side guides.Read more on the M04 here>>
The M11 Our continuous action M11 and M12 machines, with outputs in excess of 140 tiles per minute, are the ideal choices for those manufacturers requiring high volumes of roof tiles. Features include our patented constant velocity pallet drive system, fully interchangeable extrusion heads and advance / retard knife positioning.Read more on the M11 here>>
The M12 Our continuous action M11 and M12 machines, with outputs in excess of 140 tiles per minute, are the ideal choices for those manufacturers requiring high volumes of roof tiles. Features include our patented constant velocity pallet drive system, fully interchangeable extrusion heads and advance / retard knife positioning.Read more on the M12 here>>
Ridge, Rake, Verge, Hip, Plain and Special Tile Extrusion machines We produce all of the above with outputs ranging from four tiles per minute.Contact us for more information >>
Manual, Motor Driven and Fully Automatic Depalleters and Separators In order to split the cured tiles from the pallets, we have a range of manual, motor driven and fully automatic depalleters and separators.Contact us for more information >>
Automatic Handling Equipment We offer automatic handling equipment that includes single and multi-profile racking systems with operating speeds from 20 to in excess of 140 tiles per minute. Curing rack transportation may be performed by either forklift truck or automatic transfer cars. A first in / first out curing system is also available.Contact us for more information >>
Automatic Packing Systems We supply high speed automatic packing systems designed to operate with several tile profiles at speeds of up to 150 tiles per minute. The finished tiles may be banded or spin wrapped in film and loaded on to wooden pallet boards for storage and transportation.
AN EXCELLENT BUSINESS OPPORTUNITY
Concrete roof tile is an attractive product of high demand and a product which uses cheap and readily available raw material to produce. The manufacture of concrete roof tiles is hence an attractive and profitable business proposition.
CONCRETE ROOF TILE
The concrete roof tile has proved to be the most popular form of roofing currently used in the building industry throughout the world.
The durability, price, strength and the aesthetic appearance of the tile has made it popular among home owners and architects.
Architects specify the concrete tile not only for its attractiveness but also for the wide range of shapes and colours available.
The concrete roof tile has provided a high quality and low cost solution to beautiful house building.
TILES PROFILES
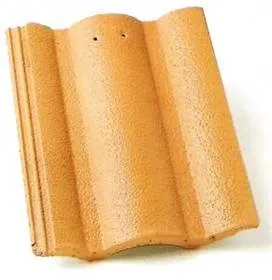
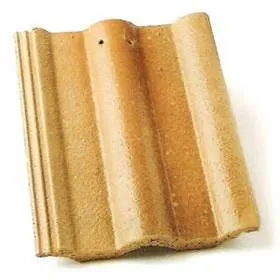
DOUBLE ROMAN
VICTORIA
FLAT TILE
HOMINI – BOLL ROLL
DOUBLE ROMAN STAR
All tiles are double interlocking types and conform to the various international standards including European Standard BS EN490 – Product Specification, and BS EN491 – Test Methods.
Different standard size profiles can be made with system.
Profiles shown in the page are made on our pallet available on request.

 Start a Concrete Roof Tile Manufacturing Business History of TilesMan’s basic necessities are food and shelter. When prehistoric man vacated his cave, his first ‘house’ was no more than a roof of plaited leaves supported by poles. Over the course of time, walls were added to keep out wind and snow, and these walls eventually replaced the poles and supported the roof.
Start a Concrete Roof Tile Manufacturing Business History of TilesMan’s basic necessities are food and shelter. When prehistoric man vacated his cave, his first ‘house’ was no more than a roof of plaited leaves supported by poles. Over the course of time, walls were added to keep out wind and snow, and these walls eventually replaced the poles and supported the roof.






 The roller forms the top surface of the roof tile. A trowelling slipper is mounted behind the roller and this serves to further compact the tile and produce a smooth and level surface finish.
The roller forms the top surface of the roof tile. A trowelling slipper is mounted behind the roller and this serves to further compact the tile and produce a smooth and level surface finish. 









 The concrete roof tile has proved to be the most popular form of roofing currently used in the building industry throughout the world.
The concrete roof tile has proved to be the most popular form of roofing currently used in the building industry throughout the world.